いつも大変お世話になっております。
お客様各位にお知らせです。
先日発生致しました、台風21号の影響によりメーカー様からの商品発送が困難な状況となっております。
それにしたがって、一部商品が納期通りに納入できない・弊社に入荷できない状態となっております。
お客様には大変ご迷惑をおかけ致しますが、ご了承頂きますよう宜しくお願い致します。
サトースクリュウ

いつも大変お世話になっております。
お客様各位にお知らせです。
先日発生致しました、台風21号の影響によりメーカー様からの商品発送が困難な状況となっております。
それにしたがって、一部商品が納期通りに納入できない・弊社に入荷できない状態となっております。
お客様には大変ご迷惑をおかけ致しますが、ご了承頂きますよう宜しくお願い致します。
サトースクリュウ
おはようございます(^^)/
8月もあっという間に終わりですね。。。
まだまだ暑い日が続いてますが、皆様体調は崩していませんでしょうか?
サトースクリュウでは、まだまだ熱中症対策グッズを取扱いしておりますので、気になる方は営業担当までお申し付けください!(^^)!
————————————————————–
さて!
本日のブログは勉強会です(^.^)
前回に引き続き熱処理のお勉強ですが、本日はステンレス編になります。
本日も一緒にお勉強していきましょ~う(^^)/
——————————————————————-
◆ステンレスの場合
・マルテンサイト系
SUS410 タッピング類(SUS440C、SUS420J2等)
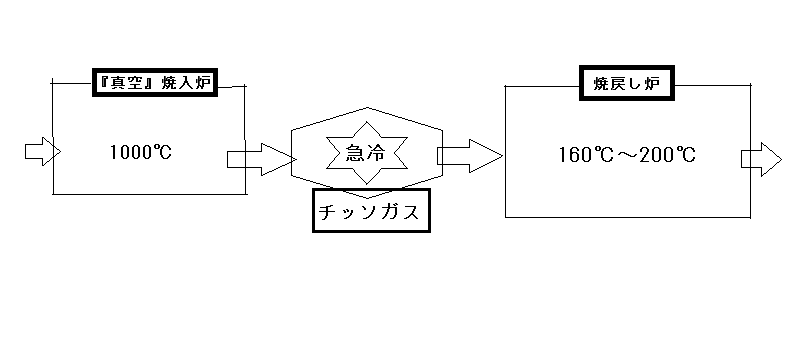
『真空窒化焼入れ焼戻し』・・・ 金属酸化を防止する為に真空中で加熱し、表面硬化の為の窒化処理とチッソガスによる焼入を行う。その後、焼戻し処理を行い脆性を回復させる処理のこと。
・簡単な流れ
◆豆知識
・オーステナイト系に焼入れすると?
一般に小ネジやボルトによく使われるSUS304(305)やXM-7等のオーステナイト系の材質を焼入れを施すと上記の例とは逆に柔らかくなります。(これを固溶化という)この処理は主に圧造性、耐食性を向上させたり応力除去させたいときに用いられます。
・「ヤキパシ」とは?
メーカーさんのSUS410のタッピングには「ヤキパシ」とラベル表示していますがこれは、「焼入れ後パシペート処理」を施している事を表しています。パシペート処理とはステンレスを錆びにくくする酸化クロム被膜(不動態被膜)を希硝酸に浸すことで科学的に作らせる処理の事で、基本的に錆びやすいSUS410の製品には上記の様な焼入れ工程の後にこの処理が施されます。
—————————————————–
熱処理~ステンレス編~いかがでしたでしょうか?
熱処理のお勉強会はここまでです!(^^)!
次回もこうご期待~(^.^)
おはようございます!(^^)!
お盆休みも終わって、8月も残りわずかですね(*_*)
最近メディアでよく聞く、『平成最後の夏』があっという間に終わりそうです(*_*)
猛暑はだいぶ落ち着きましたが、まだまだ暑い日が続くので皆様熱中症にはお気を付け下さいね(^^)/
————————————————————————-
さて!
本日は、熱処理についてのお勉強会です(^.^)
一緒にお勉強していきましょ~う!(^^)!
————————————————————————-
◆鉄の場合
・ボルト、ナット類(S35C~S50C、SCM435等)
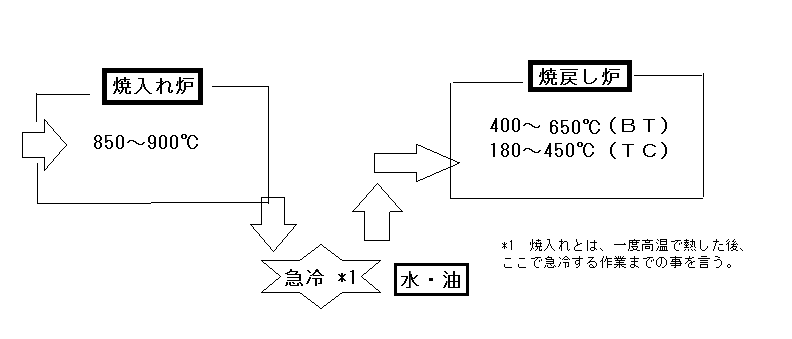
『無酸化焼入れ焼戻し処理』・・・主に六角穴付きキャップボルトや10.9六角ボルト、S45Cナット等に施される焼入れ方法で、高強度が必要とされる際の熱処理方法。(時間にして平均1時間ほどの処理)
・タッピング類(SWCH12A~18A)
『浸炭焼入れ焼戻し処理』・・・ある処理温度でネジの表面に炭素を侵入させて急冷する焼入れ方法で、タッピンねじの様に表面は硬く、内部は粘さが必要とされる際の熱処理法。(時間にして平均1時間ほどの処理)
◆豆々知識
・ベーキングとは?
水素脆性を防ぐために、180℃~200℃で3~4時間ほど加熱して金属内部の水素を追い出す処理のことで、一般にタッピングや高炭素鋼に対し電気亜鉛メッキ後に行われる。上記のような焼入れとは別の処理。
・調質とは?
一般に『無酸化焼入れ焼戻し』のことを言い、S45Cナットやピン等でよく(H)と表すことがあるが、この(H)とは焼入れを表す「ハード」の頭文字をとったもの。ちなみに(A)は焼入れをしていない生地のままを表す「アニール」の頭文字をとったものである。
——————————————————–
ご覧いただきありがとうございます(^.^)
熱処理~鉄編~いかがでしたでしょうか??
次回の勉強会もお楽しみ~(^^)/
おはようございます!(^^)!
今日も暑い(*_*)
熱中症になりそうな暑さですね(*_*)
みなさん、くれぐれも熱中症にはお気を付け下さいね!!
さて、今日のブログは、いつもサトースクリュウの玄関入口にてお出迎えをしてくれるお花が、少し前から新しくなったのでご紹介です(*^_^*)
この暑い夏に負けないくらい元気いっぱいの向日葵をベースにしたお花達です❁

ぜひ、足を運びに来た際は見ていってくださいね(^.^)
さぁ!
今日は金曜日!!華金です!笑
ビールがおいしい金曜日!笑
残り1日頑張りましょう!!!
皆様、良い週末を~~(^^)/
おはようございます!(^^)!
本日もお勉強会シリーズとなります!
そして前回に引き続き、ドリルねじシリーズとなりますが、今回でドリルシリーズは最後になります:-O
みなさん!ここでしっかりおさらいしていきましょ~う(^^)/
——————————————————–
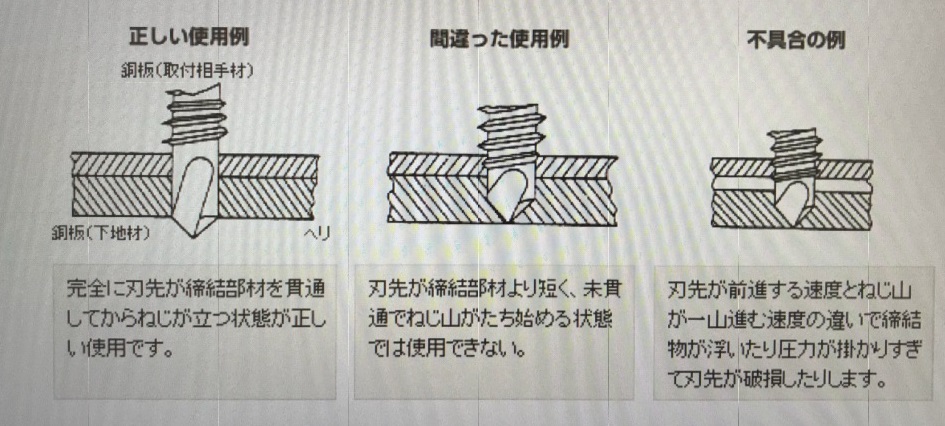
前回、前々回とセルフドリリングスクリューの刃先にこだわってまいりましたが今回が最終回となります。
一口に刃先と言っても色々ありまして・・・と言うことで『刃先こだわりシリーズ』第3弾!
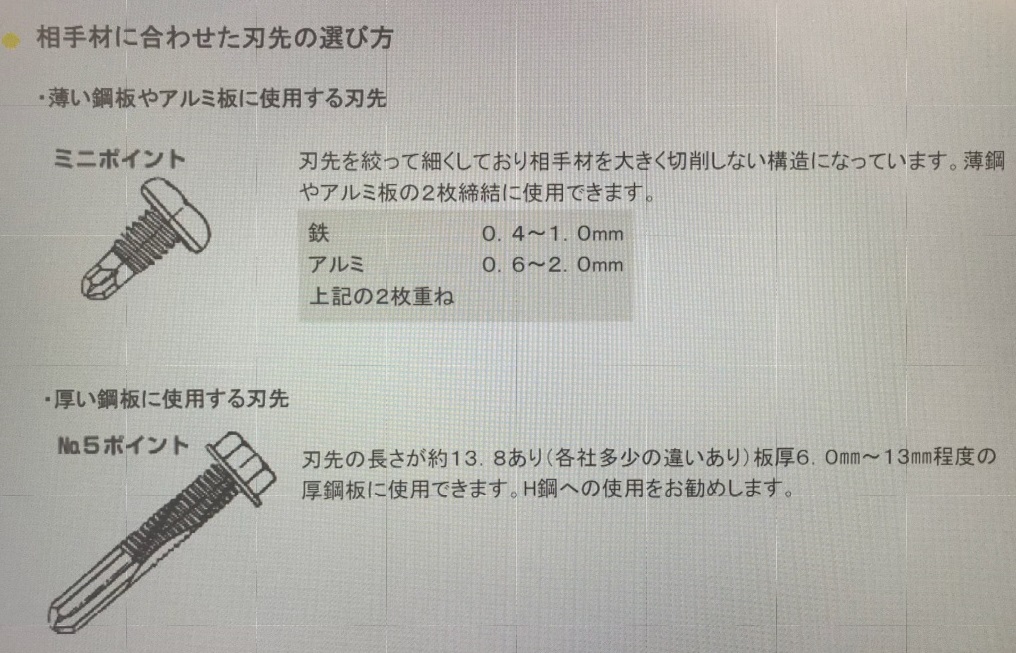
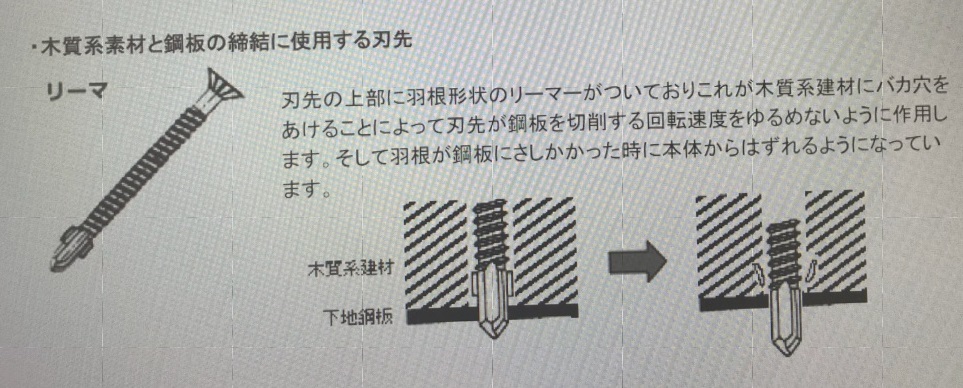
ほとんど画像でのご紹介となってしまいすみません((+_+))
ドリルネジシリーズいかがでしたでしょうか?
次は何がでてくるのかお楽しみに~(^^)/
そして皆様、熱中症にはお気を付け下さい!
ではでは~(^.^)ノシ
お久しぶりです(*^_^*)!
ブログがなかなか更新できていませんでした(*_*)
今日は、前回に引き続きドリルネジその2をお送りいたしま~す(^^)/
みなさん、一緒に勉強していきましょう!!
—————————————————————-
〇セルフドリリングスクリューとは?
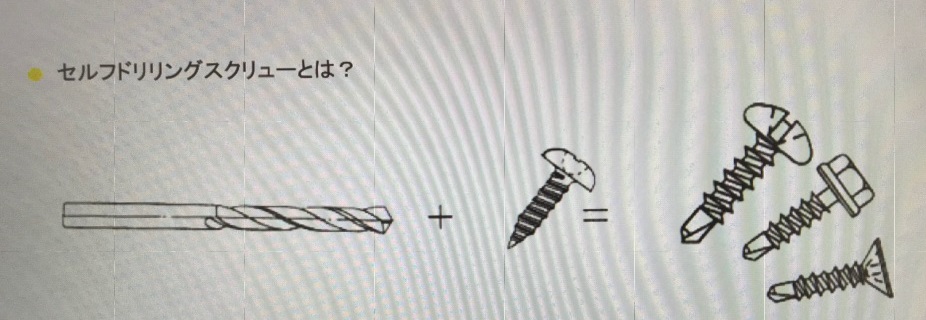
セルフドリリングスクリュー(ドリルねじ)とは、上の図のようにそれまでネジをとめるのに下穴をドリルで開けてタッピングで締結していたのをその刃先をドリル形状にする事によって下穴あけ・タップたて・締結が同時に出来るようにしたものです。
つまりセルフドリリングスクリューにとって「刃は、命!」と言っても過言ではありません。
と言うことで、前回に引き続き『セルフドリリングスクリューの刃先』にこだわってみました。
〇セルフドリリングスクリューとは?
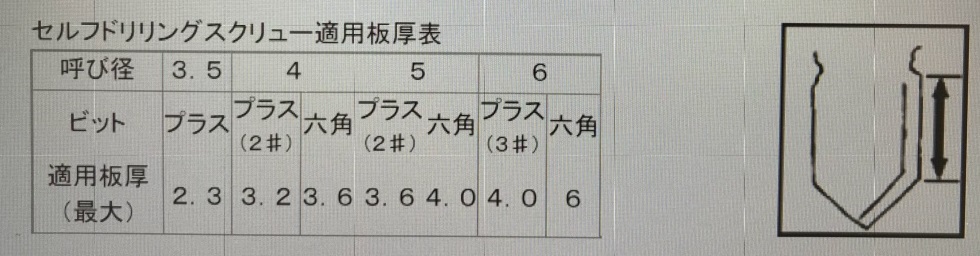
セルフドリリングスクリューの適用板厚については、上の表の通りですが目安としてそのドリルの刃先の長さ(先端のテーパー部は含まない)が最大板厚となりますので刃先より厚い板厚では、使用できません。
—————————————————-
ドリルねじPart2いかがでしたでしょうか?!(^^)!
次回の勉強会も引き続きドリルネジについてのお勉強になります!
次回、こうご期待!!!(^^)/
おはようございます!(^^)!
今週はずーっと天気が悪くて、雨が多いですね。。。
髪の毛がいつも以上に爆発する今日この頃・・・皆様いかがお過ごしでしょうか??(^.^)
本日も勉強会の開催です!!!
今日からは、ドリルねじについてお勉強していきます!(^^)!
またまたシリーズ化しておりますので、最後までお付き合いくださいませ~(^^)/
—————————————————————————
ドリルネジはドリルとタッピンねじの2つの機能を持ったネジ。
タッピンねじが下穴を必要とするのに対し、ドリルネジは自分で下穴をあけます。
つまり複合ネジと言えます。
JISにも記載され、正式には“ドリリングタッピンねじ”と言います。
このドリルネジ、JISでは「切り刃先」と「とがり先」の2つに分けています。
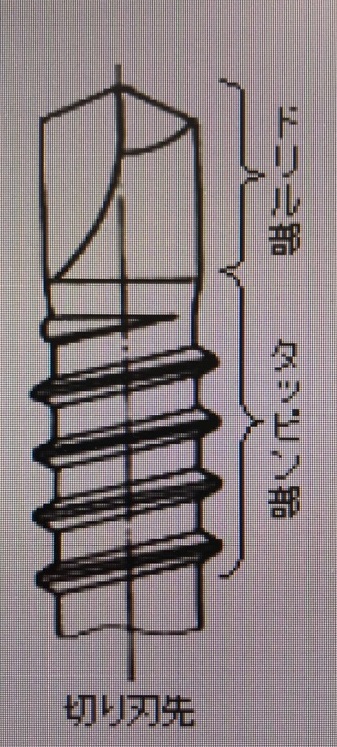
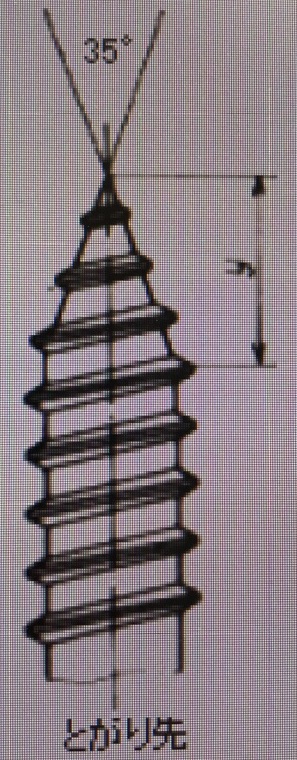
「切り刃先」は特徴があるのですぐ解りますが、「とがり先」はドリルネジと認識されていない方が意外と多いです。
とがり先は下穴をあけると言うより、突き破ると言う表現の方が正しいです。
ですから、あまり厚い鋼板には使用できません。
メーカーは1.2mm厚(メーカーによっては1.6mm)までと言っていますが、1mmまでを目安に考えておいた方が良いようです。
実際はほとんどが1mm以下の薄鋼板に使用されます。代表的なネジは、軽天ラッパビス。
石膏ボードを貼るときに使用するネジです。
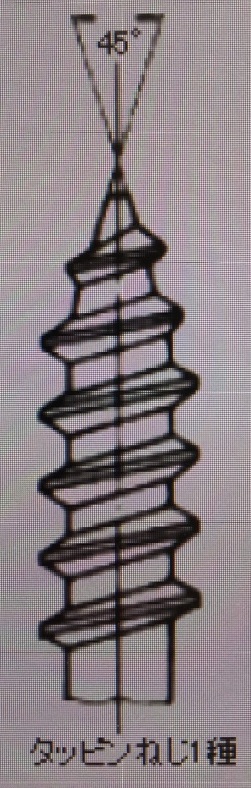
ところで、とがり先のドリルネジはタッピンねじの1種(Aタイプ)と混同しがちです。
見分けるポイントは
——————————————————————-
いかがでしたでしょうか(^^)
次回もドリルねじシリーズをお送りいたしますのでお楽しみに~(*^_^*)
お久しぶりです(^^)/
本日はとうとうトルクシリーズ最終章になります!
しかとご覧あれ~:-O
————————————————————
◆トルク曲線のつづき
前々回のブログでは、下穴の開いている樹脂板に、タッピンねじをねじ込む際のトルク曲線を例に挙げました。今回は実践面で考えてみましょう。
ユーザーでのトルク設定は1回のテストで決めるのではなく、複数回のテストが必要です。
その中の4回分を抜き出したとします。
ネジ自体や材料、下穴精度等の要因によって、下記のようにばらつくケースがあります。
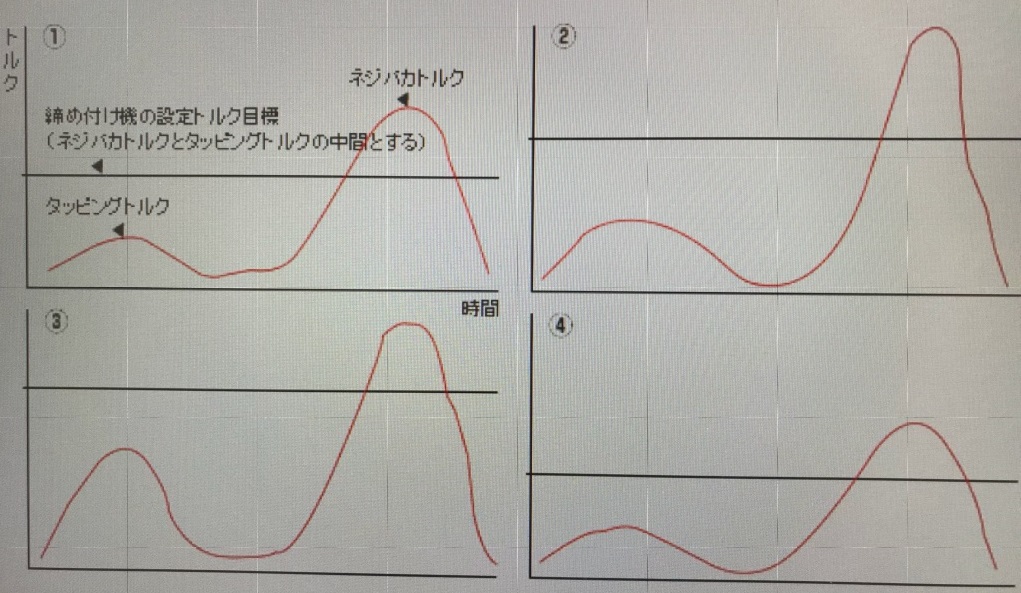
各々のグラフは問題ないですが、これらは同じワークのデータです。重ね合わせてみると、ご覧のように・・・
さて、実作業の締め付け機のトルクは何を基準に設定しますか?(設定目標値がバラ付いている)
安易に4つの平均値にしてしまうと・・・おやまぁ!
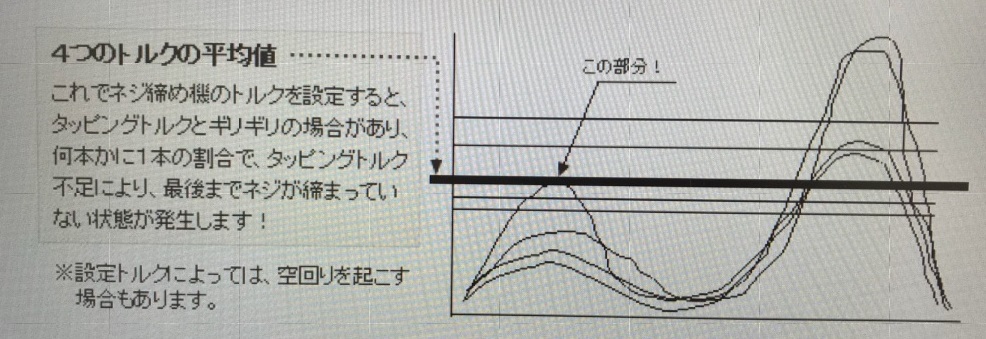
この様な問題は、樹脂などの柔らかい素材や、新素材・MDF・パーティクルボードで起きやすいです。
樹脂用のネジやタップタイトや、パーチビスなど素材にあったネジを選ぶことで、トルク曲線のバラつきを押さえたり、タッピングトルクとネジバカトルクに明確な差を持たせる事により、解消できます。(又、下穴の有無や大きさも検討に入れる必要があります。)
——————————
いかがでしたでしょうか?(^^)
トルクシリーズはこれにて終了ですが、次回からまた新しいシリーズがスタートしますので、お楽しみに~(#^.^#)
おはようございます!(^^)!
本日もお勉強会の開催です(^^)/
前回に引き続き、本日もトルクシリーズをお届けいたします!
——————————————————————————–
◆トルク曲線って何?
木にネジをねじ込む時を想像して下さい。
だんだん固くなっていきますね。これはねじ込みに必要なトルク(廻す力)がそれだけ大きくなっていくわけです。
グラフにすると、下記の様になるでしょう。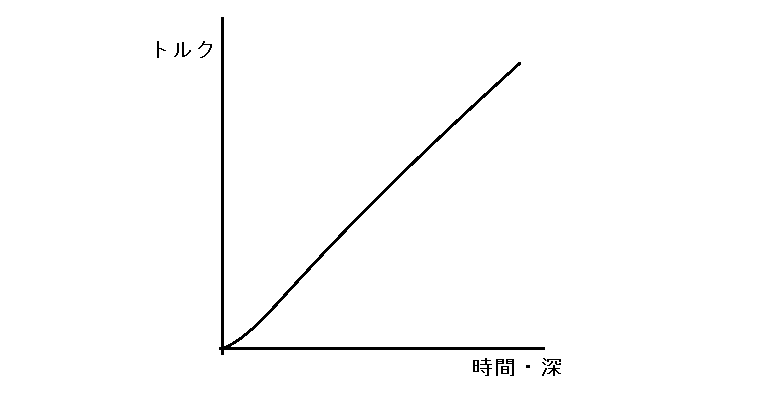
縦軸は”トルク”。横軸は”時間”(手で締めている時を考えると、”深さ”でしょうか)
◆トルク曲線の一例
下穴を開けた樹脂の板に、タッピンねじを電動ドライバーを使ってねじ込む際のトルクです。どんなグラフになるか、予想してみて下さい。
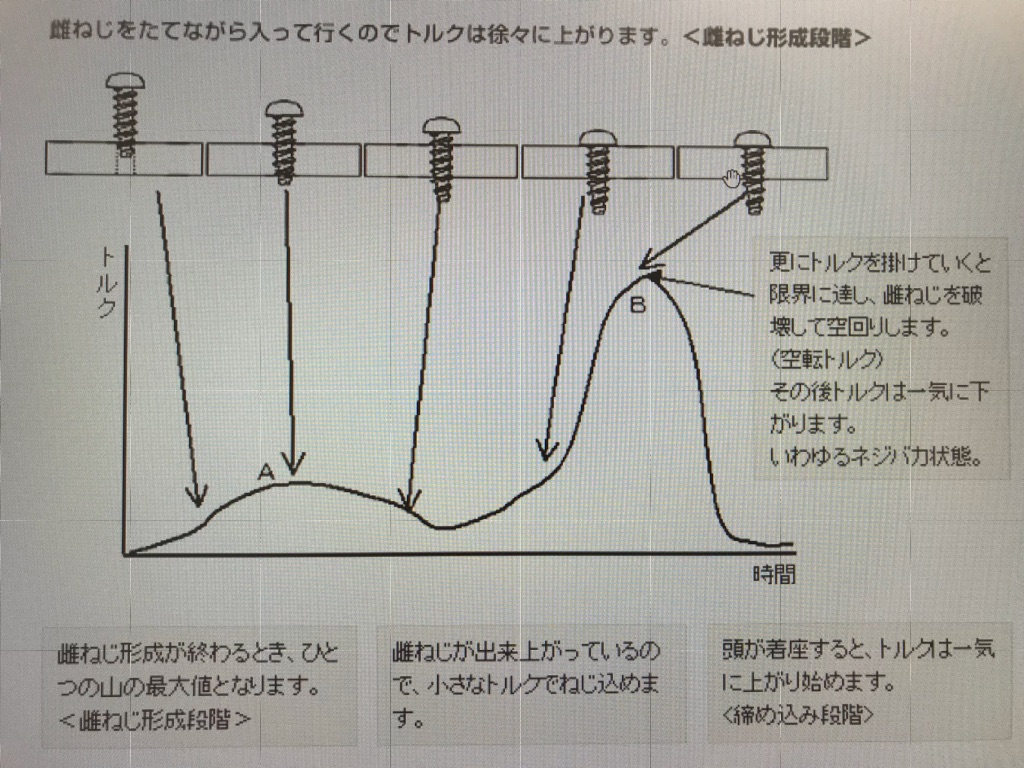
”A”は樹脂に雄ねじをたてて入っていく際に必要とするトルクの最大値です。
”B”は空転を起こすトルクです。
ユーザーが設定するトルクはA以上B以下でないといけません。工具やネジのバラ付きを考慮に入れると、中間点ぐらいに設定するのがベストです。
そしてネジ屋のプロとしてはAとBの差が大きいネジをお勧めするのが、正道会館かと・・・ウスッ!
—————————————————–
お勉強お疲れ様でした(*_*)!
さてさて、トルクシリーズですがとうとう次回で最後になります!
皆様、トルクシリーズ最後もお楽しみに~(^^)/
いつもサトースクリュウをご利用頂きありがとうございます。
本日、6月18日・午前8時ごろに起きました関西方面の地震の影響により、
メーカーより商品が発送できない場合があるとのことで、6/19納期にお届けできない商品がある場合もありますのでご了承ください。
お客様には大変ご迷惑をおかけ致しますが、何卒ご理解の程よろしくお願いいたします。